Сегодня мы рассмотрим: Настоящие ценители музыки знают, что для качественного...

Cтраница 3
Самоцентрирующие трехкулачковые патроны обеспечивают одновременное перемещение всех кулачков в радиальном направлении, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
Самоцентрирующие трехкулачковые патроны предназначены для установки и закрепления симметричных заготовок на обработанные поверхности. Схемы токарных трехкулачковых патронов показаны на рис. 40, а, б, в, г. В патроне с - реечным приводом кулачков (рис. 40, а) кулачки / приводятся в движение от косозубых реек 2, которые одновременно соединены с кулачками 1 и центральным зубчатым колесом 4, Одну из реек 2 перемещает в направляющих винт 3, который вращают торцовым ключом.
Самоцентрирующий трехкулачковый патрон зажимает муфту, а труба закрепляется в тисках, установленных на каретке. Тарировку передаваемого крутящего момента производит реле максимального тока в цепи электромагнитной муфты.
| Установка заготовки и [ IMAGE ] Схема фрезерования фрезы при фрезеровании кулачко - кулачковой муфты. |
Установить трехкулачковый патрон и закрепить в нем заготовку муфты.
Применяют трехкулачковые патроны с ручным или механизированным зажимом. Заготовки с отклонениями от симметричности и цилиндричности удобнее закреплять в четырех-кулачковых патронах, в которых кулачки передвигаются независимо друг от друга посредством соответствующей передачи. Кулачки самоцентрирующего патрона шлифуют в сборе на том же станке для повышения точности установки. Заготовки крепят также на планшайбе (прихватами) после установки по центрирующему калибру, входящему в центральное отверстие планшайбы.
Самоцентрирующие ключевые Трехкулачковые патроны общего назначения (ГОСТ 2675 - 71) с ручным приводом выполняются спирально-реечного типа с цельными или сборными кулачками. В зарубежной практике наиболее распространены также ключевые спирально-реечные патроны с плоской (Архимедовой) спиралью и конической зубчатой передачей к спиральному диску. Патроны крепятся к концам шпинделей только с помощью промежуточных фланцев (ГОСТ 3889 - 71), описанных выше. Принцип действия и расчет силы зажима такого патрона описаны в гл.
Конструкция трехкулачкового патрона, где применены червячная, зубчатая и винтовая пары, показана на фиг.
Вместо трехкулачкового патрона от пневмопривода может работать цанговый патрон, при этом тяга вызывает продольное перемещение цанги, которая, вдвигаясь своей наружной конической поверхностью в коническую расточку корпуса, сжимается и закрепляет заготовку.
В трехкулачковом патроне ось обрабатываемой эксцентричной поверхности совмещается с осью вращения установкой подкладки под один из кулачков.
Автомат имеет трехкулачковый патрон с клиновым зажимом от гидравлического механизма. Наличие трехкулачкового патрона вместо обычно применяемых цанговых позволяет вести обработку горячекатаных прутков.
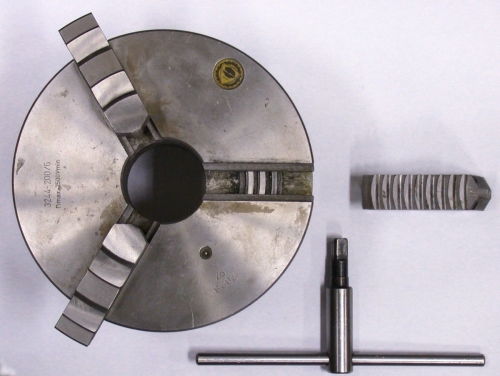
Наиболее распространены универсальные трехкулачковые патроны самоцентрирующие с ручным зажимом торцовым ключом. Такие патроны используют для установки и зажима по цилиндрической поверхности различных деталей в серийном и единичном производстве.
Эксцентричное смещение трехкулачкового патрона с деталью относительно оси шпинделя приводит к неуравновешенности системы. Устраняют ее применением уравновешивающего груза 2, который может перемещаться в пазу муфты. Для проверки уравновешенности системы следует освободить шпиндель, установив рукоятку управления коробки скоростей в нейтральное положение. Если система не сбалансирована, то шпиндель поворачивается и останавливается всегда в одном и том же положении. При сбалансированной системе положение шпинделя с заготовкой при остановке может быть любым.
Существует несколько типов самоцентрирующих трехкулачковых патронов (с ручным приводом), различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности детали, за которую она закрепляется в патроне, должна совпасть с осью вращения шпинделя станка.
Одним из наиболее употребительных патронов является спиральный самоцентрирующий трехкулачковый патрон (рис. 52). В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4. При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого еходит в такое же отверстие в торце шестерни) вращается шестерня 4. Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
Рис 52 Спиральный самоцентрирующий трехкулачковый патрон и его детали
Рассматриваемый патрон имеет два комплекта кулачков. Один из этих комплектов (кулачки 2) используется для закрепления детали за ее внутреннюю, а другой (кулачки 5) - за ее наружную поверхность.
При небольшом диаметре наружной поверхности, за которую деталь закрепляется в патроне, можно использовать и кулачки 2. Кулачки в этом случае соприкасаются с деталью поверхностями А. Такой способ особенно часто применяется при изготовлении деталей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5 используются иногда для закрепления детали за поверхность отверстия. Они соприкасаются в этом случае с деталью поверхностями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном). После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было сказано выше.
Биение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06-0,12 мм (в зависимости от диаметра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков. Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки. При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона (рис. 53) и положение детали получается неправильным.
Рис. 53. Положение детали, закрепленной в патроне с изношенными пазами для кулачков
Для повышения точности центрирования патроном можно пользоваться чугунной разрезной втулкой (рис. 54, а).
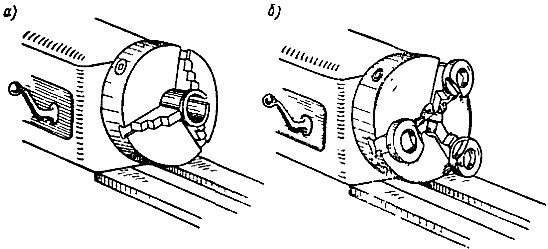
Рис. 54. Разрезная втулка (а) и накладные кольца (б), повышающие точность центрирования патроном
Эту втулку, обработанную начерно, разрезают, зажимают в кулачки патрона и растачивают по диаметру детали, которая будет в ней обрабатываться. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.
Положение втулки относительно кулачков должно быть постоянным, поэтому на втулке и на каком-либо кулачке надо сделать отметки мелом или закернить. Лучше, однако, если в боковую поверхность втулки ввернуть небольшой винт, который во время работы должен плотно прилегать всегда к какому-нибудь одному из кулачков патрона. Заплечик у втулки следует делать для того, чтобы она не смещалась вдоль оси патрона.
При больших размерах детали разрезная втулка плохо пружинит. В этих случаях также с целью улучшения центрирования на кулачки патрона надеваются и закрепляются стопорными винтами чугунные кольца (рис. 54, б). Головки винтов не должны выступать над поверхностью колец. Установив кулачки в положение, близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру детали.
Разрезная втулка и кольца повышают точность установки детали и, кроме того, предохраняют поверхность ее от повреждений кулачками патрона.
Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
При необходимости дополнительно может идти комплект кулачков и крепежных болтов токарного патрона. Вы, конечно, можете изготовить токарный патрон своими руками. Однако при нехватке времени вы все-таки отправитесь в ближайший магазин. Очень часто при покупке станка токарный или ЧПУ можно обнаружить, что входящий в комплект токарный патрон является не таким уже и надежным, как хотелось бы.
Таким образом, вы понимаете важность правильной закупки качественного «расходника». Итак, для начала определитесь, какой способ крепления патрона на вашем станке: устанавливаете ли вы патроны на шпиндель с помощью специального переходного фланца или производите монтаж непосредственно на шпиндель. Также имеются в продаже и такие «расходники», которые предстоит монтировать на место при помощи резьбы.
Следующим условием для приобретения патронов выступает характеристика шпинделя. Продавец для этого, как правило, должен уточнить условный размер конца при монтаже с использованием фланца, или же узнать условные размеры соединительного конуса, а также диаметр присоединительного пояска. Без данной информации невозможно правильно выбрать токарный патрон.
Немаловажным является и число кулачков в металлоизделии. Их насчитывают обычно 2, 4 и 6. Стоимость токарных патронов также зависит и от разновидности кулачков, они бывают составными и накладными. Для разных работ и долговечности применения металлоизделия выбирают кулачки по твердости - твердые и мягкие.
При покупке токарных патронов следует уделять внимание и кулачкам, они могут иметь разные методы фиксации заготовок. Помните, что кулачки выпускаются самоцентрирующиеся и с независимым перемещением. Более современные и дорогие модели токарных патронов оборудуются встроенным пневмоприводном, который способен надежно фиксировать заготовки. Подобные «расходники» очень часто устанавливаются на станках для обработки трубных деталей большого диаметра.
Помимо таких специфических характеристик, вам необходимо знать наружный диаметр, высоту токарного патрона, тип хода штока и кулачка, высоту от края до главного кулачка. Не лишним станет, если вы укажете продавцу общую силу зажима в кулачках и максимально возможную частоту вращения. Эти сведения вы можете отыскать в техническом паспорте используемого станка. Иногда там же указывают и маркировку необходимого токарного патрона.
Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Давайте внимательнее рассмотрим основных виды патронов для токарных станков.
Основной рабочий элемент цангового патрона - это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.

Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами - у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов - зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.

Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
Зажимные устройства сверлильного типа необходимы для удержания на шпинделе сверлильного станка режущих инструментов. Такие приспособления принято использовать для фиксации в ручных дрелях сверл и других рабочих инструментов.

Преимуществом сверлильных патронов с кулачками выступает возможность использования одного устройства для закрепления заготовок с широким диапазоном диаметров. Для сравнения, патроны с цангой вы можете использовать только со сверлами, в которых диаметр цилиндрического хвостовика соответствует в точности внутреннему отверстию цанги. А расширить диапазон некоторых используемых инструментов также помогают переходные втулки, которые поставляются в комплекте с некоторыми устройствами.
Термопатроны используются для тех же целей, что и цанговые патроны. Отличие кроется в методике зажима инструмента: в термопатронах применяется для этого горячая посадка. Патрон предварительно разогревается в специальном устройстве, после чего увеличивается его отверстие за счет термического расширения. И только потом в него можно вставлять инструмент, а патрон охлаждать - в специальном устройстве или на воздухе. Разжимают термопатрон аналогично.

Достоинства термопатрона заключаются в высоком усилии зажима, его невозможно достичь при использовании цангового и тем более сверлильного патрона. Применение таких патронов позволяет уменьшить вибрацию и намного увеличить стойкость инструмента. Однако помните, что для инструментов различных диаметров требуются разные патроны, а постоянные циклы охлаждения-нагрева провоцируют сильный износ патрона, да и цена термопатронов достаточно высока.
Гидропатрон представляет собой альтернативу термопатрону. Зажим инструмента в гидропатроне совершается благодаря давлению жидкости. Для произведения зажима и разжима патрона необходимо повернуть в боковой поверхности винт. Инструмент можно зажимать через переходную цангу карандашного типа или непосредственно в патрон. Усилие зажима при этом будет намного выше, чем в цанговых патронах, а жидкость внутри будет способствовать гашению вибраций.

Гидропатроны стоят существенно дороже цанговых, но не требует использования специального устройства, как термопатроны, и являются более универсальными. Недостатками выступают: невысокое усилие зажима, опасность поломки при совершении зажима вхолостую по ошибке. Кроме того, эти изделия нельзя применять при высокоскоростной обработке без использования охлаждающей жидкости, потому что может закипеть жидкость внутри патрона. Однако некоторые из этих недостатков успешно устранены в современных условиях.
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность - центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.
В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
Четырехкулачкове патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.

Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение.
Теперь вы можете смело отдать свое предпочтение в пользу одной из разновидностей токарных патронов. Руководствоваться рекомендуется преимущественно средой использования изделий, материалом и формой заготовок, которые будут закрепляться с помощью токарного патрона. Ну а если вы предпочитаете все делать самостоятельно, можете попробовать изготовить токарный патрон своими руками. Но об этом в нашей следующей статье.
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую.
По количеству кулачков бывают:
Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные и т.п., а также делительные головки и другие приспособления.
Шестикулачковый токарный патрон
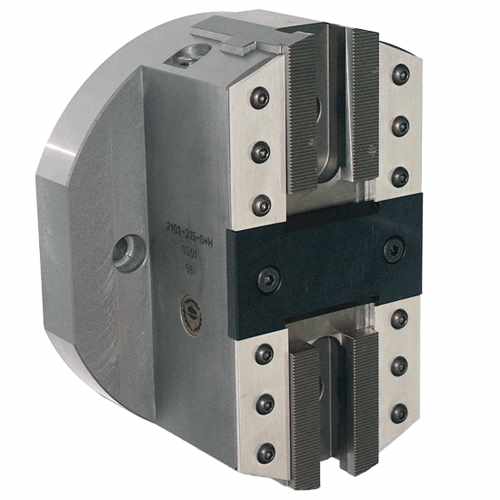
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Двухкулачковый
2-х кулачковый
 Двухкулачковый невращающийся патрон
Двухкулачковый невращающийся патрон
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Двухкулачковые патроны производятся двух типов:
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора. Поэтому крайне важно минимизировать зазор между кулачками и направляющими.
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
 3-х кулачковый
3-хкулачковый
Трехкулачковый
3-х кулачковый
3-хкулачковый
Трехкулачковый
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
Диаметром от 80 до 160 мм
Диаметром от 200 до 400 мм
Преимущества:
Недостатки:
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.
 Четырехкулачковый
4-х кулачковый
Четырехкулачковый
4-х кулачковый
 4-хкулачковый
4-хкулачковый
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
Скачать ГОСТ 14903-69 «Патроны самоцентрирующие двухкулачковые»
Сегодня мы рассмотрим: Настоящие ценители музыки знают, что для качественного...

Файлы *.xlsx с примерами вычислений формул и функций. А так же бесплатные...

В операционных системах Windows, начиная с Vista, используется встроенный...